











To choose high-quality Metal Stamping Parts, evaluate five areas in sequence: the supplier's certi...
Новости отрасли
Jun 19,2026
Как ножки поддонов и заглушки улучшают штабелируемость?
Ножки поддона и гнездовые заглушки улучшить штабелируемость за счет создание точной механической блокировки между штабелированными поддонами Это предотвращает боковое смещение, контролирует вертикальное приращение каждого дополнительного поддона и равномерно распределяет сжимающие нагрузки по определенным точкам контакта. В результате получается система штабелирования, структурно стабильная, компактная и безопасная в обращении — качества, которых плоские поддоны без этих компонентов не могут надежно достичь сами по себе.
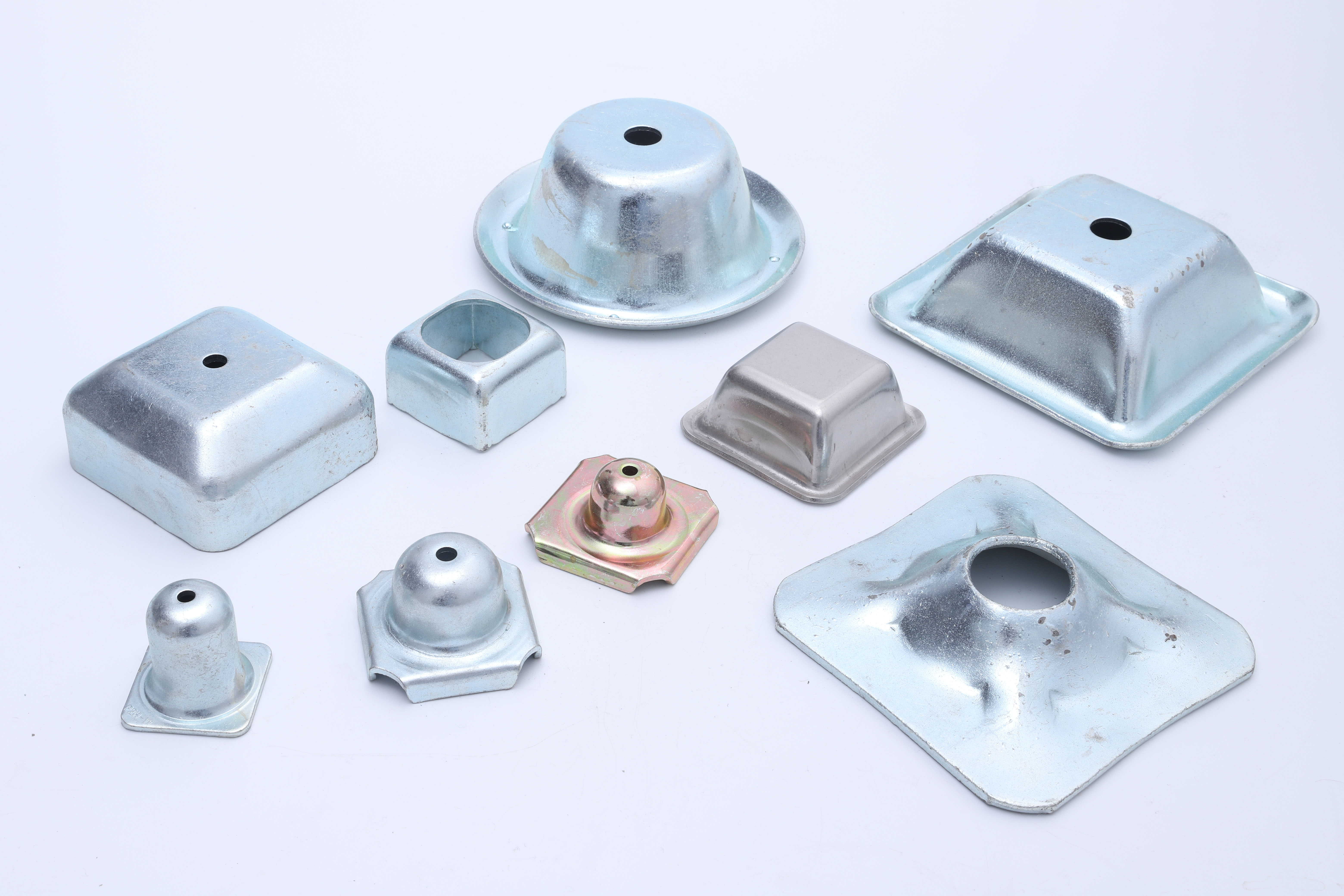
В Нинбо Дашэн Металлические Изделия Лтд. , мы производим ножки поддонов и заглушки с помощью прецизионной штамповки металла, глубокой вытяжки и сварки. Наше непосредственное участие в производстве этих компонентов дает нам детальное понимание того, как точность размеров и качество материалов влияют на реальную возможность штабелирования. В следующей статье рассматриваются все аспекты того, как эти два компонента работают вместе, превращая укладку поддонов из ненадежной ручной задачи в контролируемую, повторяемую и измеримую операцию.
Механика того, как гнездовые заглушки фиксируют поддоны в горизонтальном положении
Основным механизмом, с помощью которого ножки поддона и гнездовые заглушки улучшают штабелируемость, является зацепление вставной ножки. Когда пустой поддон помещается поверх другого, заглушки, выступающие из нижней части верхнего поддона, опускаются в открытые полости в верхней части ножек нижнего поддона. Это взаимодействие выполняет три задачи одновременно: оно позиционирует верхний поддон точно по горизонтали относительно нижнего, ограничивает, насколько далеко верхний поддон может опуститься в нижний (контролируя шаг раскладки), и противостоит любой боковой силе, которая в противном случае привела бы к смещению или наклону штабеля.
Без гнездовых заглушек штабелированные поддоны не имеют механического соединения друг с другом. Чтобы оставаться на месте, они полностью полагаются на гравитацию и трение. На гладких складских полах, при работе с вилочными погрузчиками или в движущихся транспортных средствах одного трения недостаточно, чтобы предотвратить смещение. Стопка из десяти поддонов без взаимосвязанных компонентов может сдвинуться вбок на несколько сантиметров при умеренном боковом ускорении — достаточно, чтобы опрокинуть штабель или сделать ее небезопасным для подъема как единое целое.
Геометрия пробки и ее влияние на точность стека
Геометрия гнездовой заглушки — ее угол конусности, внешний диаметр, толщина стенки и высота — определяет, насколько точно верхний поддон садится относительно нижнего и насколько велик боковой люфт внутри сцепленного штабеля. Заглушка с большим входным конусом (обычно Угол уклона от 3° до 7° ) направляет поддон в нужное положение, даже если размещение не идеально отцентрировано, а более плотное прилегание у основания зацепления обеспечивает точное выравнивание, необходимое для автоматизированных систем обработки. Штампованные с высокой точностью заглушки, изготовленные с жесткими размерными допусками, обеспечивают повторяемость положения в пределах ±1 мм — важно для поддонов, обрабатываемых роботизированными системами или автоматизированными транспортными средствами.
Управление шагом вложения: сколько места на самом деле экономится
Один из наиболее поддающихся количественной оценке способов улучшения штабелируемости ножек поддонов и заглушек для раскроя — это обеспечение контролируемого и предсказуемого приращения раскроя — дополнительной вертикальной высоты, добавляемой к штабелю каждым последующим поддоном. Это приращение определяется разницей между общей высотой основания поддона и глубиной, на которую входит в него гнездовая заглушка.
Хорошо спроектированная система раскроя обычно обеспечивает приращение раскроя в От 30 до 60 мм на поддон . Для сравнения: обычный деревянный поддон общей высотой около 145 мм добавляет к штабелю целых 145 мм с каждым дополнительным блоком, поскольку он вообще не имеет возможности раскладки. Последствия экономии места огромны:
| Количество поддонов | Высота обычного штабеля поддонов (по 145 мм каждый) | Высота штабеля встраиваемых поддонов (шаг 40 мм) | Пространство сохранено |
|---|---|---|---|
| 5 | 725 мм | 310 мм | 57% |
| 10 | 1450 мм | 510 мм | 65% |
| 20 | 2900 мм | 910 мм | 69% |
| 50 | 7250 мм | 2110 мм | 71% |
Как видно из таблицы, экономия места увеличивается по мере штабелирования большего количества поддонов, поскольку фиксированная высота основания нижнего поддона становится меньшей частью общей высоты штабеля. На 50 поддонов раскладная система с шагом 40 мм занимает менее 30% площади необходимые для обычных поддонов — преобразование, которое напрямую влияет на то, сколько пустых поддонов может хранить склад, сколько их можно загрузить в возвратный грузовик и насколько эффективно можно управлять пулом поддонов.
Почему важен точный контроль приращения раскроя
Последовательный контроль приращения раскроя возможен только в том случае, если ножки поддона и заглушки для раскроя изготовлены в соответствии с точными размерными спецификациями. Если высота ножек в парке поддонов различается на несколько миллиметров (как это происходит, когда компоненты производятся с недостаточным контролем качества), шаг раскроя становится непредсказуемым. Некоторые поддоны будут вложены глубже, чем предполагалось, что может привести к соприкосновению платформы поддонов и повреждению товаров на загруженном поддоне внизу. Другие вообще не будут гнездиться, если заглушка не сможет должным образом войти в полость стопы. Согласованность размеров всех компонентов парка является основой надежной штабелируемости.
Распределение нагрузки и устойчивость конструкции при штабелировании
Штабелируемость — это не только то, насколько компактно располагаются поддоны — это еще и то, насколько безопасно и стабильно они выдерживают нагрузки при штабелировании с товарами. Ножки поддонов играют в этом центральную роль, определяя, где именно сжимающие силы передаются между штабелированными поддонами и на пол. В штабеле из нескольких поддонов, перевозящем загруженные поддоны, ножки каждого верхнего поддона должны передавать свою нагрузку непосредственно на конструктивные элементы нижнего поддона, а не на поверхность настила между ножками, которая в большинстве конструкций поддонов не предназначена для восприятия сжимающих нагрузок сверху.
Точно расположенные ножки гарантируют, что передача нагрузки происходит в правильных точках в каждой конфигурации стекирования. Когда ножки последовательно размещаются по углам и краям поддона (а это происходит в хорошо спроектированной системе с контролируемыми производственными допусками), каждый уровень загруженного штабеля поддерживается структурными колоннами, образованными ножками под ним. Этот столбчатый путь нагрузки механически эффективен и предотвращает изгибание и изгибание настилов поддонов, которое происходит, когда нагрузки передаются на неподдерживаемые участки.
Роль вложенных заглушек в предотвращении коллапса стека
Когда нагруженный штабель поддонов подвергается воздействию горизонтальных сил (от автомобиля, поворачивающего за угол, резкого замедления вилочного погрузчика или сейсмической активности на складе), штабель имеет тенденцию наклоняться и потенциально опрокидываться. Гнездовые заглушки, которые надежно входят в ножки поддона, противодействуют этой тенденции, действуя как срезные соединители между соседними поддонами. Контакт заглушки с внутренней стенкой полости стопы преобразует боковую силу в сжимающее и растягивающее взаимодействие между двумя компонентами, рассеивая энергию, а не позволяя поддонам скользить относительно друг друга.
Сопротивление сдвигу, обеспечиваемое одним зацеплением заглушки, зависит от толщины стенок обоих компонентов, глубины зацепления и свойств материала каждой детали. Прессованная стальная заглушка, входящая в полость стальной опоры, обеспечивает значительно большее сопротивление сдвигу, чем пластиковая заглушка в пластиковой опоре, что важно учитывать при операциях, когда сложенные поддоны транспортируются грузовиком на большие расстояния по несовершенному дорожному покрытию.
Как однородность высоты стопы влияет на ровность штабеля
Уровень штабеля поддонов зависит от уровня поддерживающих его ножек. Если четыре или более футов одного поддона различаются по высоте — даже на несколько миллиметров — настил поддона не будет ровно сидеть на поддоне под ним. Этот наклон накапливается с каждым дополнительным поддоном в штабеле: изменение высоты на 2 мм на поддон становится проблемой. 20 мм тощий через стопку из десяти поддонов, чего достаточно, чтобы сделать верхний поддон явно нестабильным и потенциально небезопасным для подъема как целого вилочным погрузчиком.
Контроль единообразия высоты опор во всем парке поддонов требует производственных процессов, позволяющих производить компоненты с жесткими допусками по высоте — обычно ±0,5 мм или лучше для прецизионных применений. В Нинбо Дашэн Металлические Изделия Лтд. Наши операции глубокой вытяжки и штамповки выполняются с использованием инструментов, которые поддерживают постоянный поток материала и глубину формовки, гарантируя, что каждая ножка, изготовленная в ходе производственного цикла, соответствует указанной высоте в пределах требуемого допуска. Эта согласованность проверяется посредством проверок качества в процессе производства, а не только на конечном контроле.
Геометрия стопы и ее влияние на ровный контакт
Помимо высоты, на ровность стопки также влияют плоскостность и прямоугольность контактной поверхности основания стопы. Стопа с искривленным или неплоским основанием будет раскачиваться по поверхности под ней, вместо того, чтобы обеспечивать стабильный и равномерный контакт. Такое раскачивание под нагрузкой создает концентрацию напряжений по краям зоны контакта, ускоряя износ и увеличивая риск деформации стопы с течением времени. Металлические ножки прецизионной формы, изготовленные с помощью штампов, которые контролируют плоскостность контактной поверхности в заданных пределах, устраняют эту проблему, гарантируя, что каждая ножка сидит устойчиво и равномерно передает нагрузку по всей площади основания.
Характеристики штабелируемости при различных конфигурациях ножек поддонов
Не все конфигурации ножек поддонов обеспечивают одинаковые характеристики штабелирования. Количество ножек, схема их размещения, их индивидуальная геометрия и количество гнездовых дюбелей на поддоне — все это влияет на работу системы в реальных условиях эксплуатации. Понимание компромиссов между распространенными конфигурациями помогает выбрать правильный дизайн для конкретного приложения.
| Конфигурация стопы | Количество футов | Стабильность стека | Приращение вложенности | Типичное применение |
|---|---|---|---|---|
| 4-угловой | 4 | Хорошо | Низкий (30–40 мм) | Легкие грузы, розничная торговля |
| 6 точек (4 угла, 2 центрального края) | 6 | Очень хорошо | 35–50 мм | Стандартное промышленное, общественное питание |
| 9-точечная (сетка 3×3) | 9 | Отлично | 40–60 мм | Тяжелые грузы, автомобильная промышленность, стеллажи |
| Бегунок/непрерывный рельс | 2–3 рельса | Хорошо (directional) | 50–70 мм | Конвейерные системы, холодовая цепь |
Конфигурация с 9 точками обеспечивает наилучшую общую штабелируемость, поскольку она максимизирует количество взаимоблокирующихся зацеплений заглушек на поддон, распределяет нагрузку по наибольшему количеству точек контакта и сводит к минимуму прогиб платформы между опорами. Однако это также приводит к немного большему приросту раскроя, чем при использовании 4-угольной системы, поскольку в зазор для штабелирования необходимо поместить больше материала основания. Оптимальная конфигурация для любой конкретной операции зависит от баланса между требованиями к грузоподъемности, целевыми показателями эффективности раскладки и размерными ограничениями погрузочно-разгрузочного оборудования.
Выбор материала и его влияние на производительность штабелирования с течением времени
Улучшения штабелируемости, обеспечиваемые ножками поддона и гнездовыми заглушками, сохраняются на протяжении всего срока службы поддона только в том случае, если компоненты изготовлены из материалов, которые сохраняют свою геометрию при повторяющихся циклах нагрузки. Деградация материала — ползучесть, усталостное растрескивание, коррозия или термическая деформация — изменяет размерные характеристики ножек и заглушек таким образом, что постепенно ухудшается точность соединения, от которой зависит возможность штабелирования.
- Ножки из прессованной стали сохранять свою геометрию при длительных сжимающих нагрузках без ползучести, противостоять ударам без разрушения и стабильно работать в диапазоне температур от -40°C до 300°C. Их размерная стабильность в течение сотен циклов нагрузки является самой высокой среди всех обычных материалов для ног.
- Ножки из нержавеющей стали обеспечивают ту же механическую стабильность, что и прессованная углеродистая сталь, с добавлением коррозионной стойкости во влажной, пищевой или химической среде. Они являются предпочтительным выбором, когда необходимо поддерживать штабелируемость поддонов посредством повторяющихся циклов мойки.
- Ножки из полиэтилена высокой плотности (HDPE) обеспечивают достаточную штабелируемость при легких и средних нагрузках, но подвержены ползучести при длительном сжимающем напряжении, особенно при повышенных температурах. Со временем загруженная стопка может привести к необратимому сжатию ножек из полиэтилена высокой плотности, что приведет к уменьшению высоты ножек и изменению шага вложения.
- Ножки из полипропилена легче и дешевле, чем ПЭВП, но имеют меньшую ударопрочность и более высокую склонность к хрупкому разрушению при минусовых температурах. В условиях холодовой цепи полипропиленовые ножки могут треснуть под ударными нагрузками, возникающими при падении поддонов или грубом обращении, что полностью исключает их функцию блокировки.
- Ножки из алюминиевого сплава сочетают малый вес с хорошей стабильностью размеров и устойчивостью к коррозии, что делает их подходящими для применений, где вес поддона является критическим ограничением, например, авиаперевозки или высокочастотные ручные погрузочно-разгрузочные работы.
Для операций, где необходимо надежно поддерживать штабелируемость 100 или более циклов поддонов Ножки из штампованной или нержавеющей стали являются наиболее надежным выбором. Их устойчивость к ползучести, ударам и изменениям температуры гарантирует сохранение точности размеров, установленной при изготовлении, на протяжении всего срока службы компонента.
Штабелируемость в автоматизированных складских средах
На складах с ручным управлением небольшое смещение штабелей можно исправить, переставив поддоны рабочим. В автоматизированных средах, где роботы-штабелеры, автоматизированные транспортные средства (AGV) и автоматизированные системы хранения и поиска (AS/RS) с конвейерной подачей обрабатывают поддоны без вмешательства человека, механизм коррекции отсутствует. Поддон, который не входит в заданные размеры, может вызвать застревание, неисправность датчика или остановку системы, что приведет к остановке всей операции.
Вот почему автоматизированные логистические операторы указывают чрезвычайно жесткие допуски на ножках поддонов и гнездовых заглушках — часто более жесткие, чем стандартные допуски, используемые при ручном перемещении. Типичные требования к автоматизированным системам включают в себя:
- Допуск по высоте стопы: ±0,5 мм на всех ножках одного поддона и на всех поддонах в парке.
- Допуск диаметра гнездовой пробки: ±0,3 мм для обеспечения постоянной глубины зацепления и устойчивости к боковому смещению.
- Допуск положения стопы: ±1 мм от указанного положения на поддоне для совмещения с точками захвата робота и зонами обнаружения датчиков.
- Повторяемость высоты штабеля: Общая высота вложенной стопки должна быть предсказуемой с точностью до ±2 мм на поддон, чтобы системы AS/RS могли точно позиционировать свои вилы без повторной калибровки между циклами.
- Сопротивление боковому смещению: Вложенный штабель должен выдерживать силу бокового смещения не менее 200 Н без смещения верхнего поддона более чем на 2 мм относительно нижнего поддона.
Последовательное достижение этих спецификаций при больших объемах производства требует прецизионных производственных возможностей, которые Нинбо Дашэн Металлические Изделия Лтд. привносит в каждый компонент, который мы производим. Наши инструменты для штамповки и глубокой вытяжки разрабатываются и обслуживаются в соответствии с размерными требованиями спецификации каждого клиента, а наши процессы проверки качества подтверждают, что каждый компонент, покидающий наше предприятие, соответствует допускам, необходимым для его предполагаемого применения, включая жесткие требования автоматизированных логистических сред.
Как конструкция вложенных заглушек влияет на простоту разборки штабелей
Улучшения в области штабелирования будут практически полезны только в том случае, если стопку можно легко и надежно разделить, когда требуются отдельные поддоны. Гнездовая заглушка, которая зацепляется настолько плотно, что для ее расцепления требуется чрезмерное усилие, создает эксплуатационные проблемы: увеличивается время распаковки, более высокий риск повреждения поддона во время разделения, а также трудности для автоматических разгрузчиков в создании необходимой подъемной силы без повреждения настила поддонов.
Конструкция хорошо работающей гнездовой пробки уравновешивает три конкурирующих требования:
- Достаточное зацепление, чтобы противостоять боковому смещению под нагрузками, возникающими во время транспортировки и погрузочно-разгрузочных работ, обычно требуется минимальная глубина контакта 15–25 мм.
- Контролируемый зазор между заглушкой и внутренней стенкой опоры — достаточно, чтобы обеспечить плавное зацепление и расцепление без заеданий, обычно радиальный зазор 0,5–2 мм в зависимости от применения.
- Угол уклона на внешней стороне заглушки — небольшой конус (3–7°), который направляет заглушку в полость стопы во время укладки и способствует чистому высвобождению без эффекта всасывания, который может возникнуть при использовании заглушек с параллельными стенками в глубоких полостях.
Для достижения правильного баланса требуется как продуманный дизайн, так и точное производство. Заглушка с непостоянной толщиной стенки или некруглым поперечным сечением будет вести себя непредсказуемо — заедает в одних направлениях и свободно прилегает в других. Заглушки, отштампованные и глубоко вытянутые, изготовленные из листового металла одинаковой толщины с контролируемыми параметрами формовки, устраняют эту изменчивость и обеспечивают одинаковое поведение при включении и отключении на каждом поддоне в парке.
Влияние штабелирования на управление парком поддонов
Улучшенная штабелируемость влияет не только на физические размеры стопки поддонов — она оказывает прямое и измеримое влияние на эффективность управления парком поддонов по всей цепочке поставок. Операции, которые позволяют более компактно и стабильно укладывать пустые поддоны, получают преимущества на каждом этапе логистического цикла, когда поддоны необходимо хранить, подсчитывать, транспортировать или извлекать.
Емкость складов в пунктах отправки и приема
В dispatch docks, distribution centers, and manufacturing facilities, empty pallets awaiting loading occupy floor space that could otherwise be used for productive storage. A nestable pallet system that reduces stack height by 65–70% По сравнению с обычными поддонами позволяет на той же площади пола вместить в три-четыре раза больше пустых поддонов. Это напрямую снижает частоту пополнения поддонов и трудозатраты, связанные с управлением большим количеством индивидуально хранящихся единиц.
Эффективность возврата грузов
Возвратная логистика — перемещение пустых поддонов обратно по цепочке поставок — это центр затрат, который напрямую зависит от объема поддонов. Стандартный прицеп с внутренней высотой 2700 мм вмещает 18 обычных поддонов, штабелированных по 145 мм каждый. . Благодаря системе складывания с шагом 40 мм и высотой основания 150 мм один и тот же прицеп может перевозить около 64 поддонов в том же вертикальном пространстве — более чем в три раза больше нагрузки. Такое сокращение количества обратных транспортных поездок снижает затраты на топливо, часы работы водителя и выбросы углекислого газа прямо пропорционально повышению эффективности штабелирования.
Сокращение погрузочно-разгрузочных операций за цикл паллет
Поскольку вложенные штабели структурно стабильны и с ними можно обращаться как с единым целым без риска смещения отдельных поддонов, операторы вилочных погрузчиков могут перемещать большее количество пустых поддонов за один подъем. Стабильный штабель из 20 вложенных поддонов можно перемещать как единое целое; 20 обычных поддонов без блокировки потребуют нескольких отдельных перемещений или использования специального оборудования. Такое сокращение отдельных погрузочно-разгрузочных операций снижает рабочее время, износ вилочных погрузчиков и риск несчастных случаев, связанных с погрузочно-разгрузочными работами.
Ключевые характеристики, которые необходимо определить для оптимальной штабелируемости
Для операций по определению новых ножек поддона и гнездовых заглушек или для оценки характеристик штабелируемости существующих компонентов наиболее важными для определения и проверки являются следующие параметры:
- Целевой шаг вложенности: Определите максимально допустимое добавление вертикальной высоты для каждого вложенного поддона на основе доступного места для хранения и транспортировки, а также количества поддонов, ожидаемых в каждой стопке.
- Высота стопы и допуск: Укажите номинальную высоту ножек, необходимую для обеспечения достаточного зазора для въезда вилочного погрузчика (минимум 95 мм), а также максимально допустимое отклонение высоты по всем ногам на одном поддоне (обычно ±0,5 мм для прецизионных применений).
- Глубина зацепления пробки: Определите глубину, на которую гнездовая пробка должна заходить в полость стопы, чтобы обеспечить необходимое сопротивление боковому смещению, сбалансированное с силой расцепления, приемлемой для ручной или автоматической разборки штабелей.
- Радиальный зазор между штекером и опорой: Укажите зазор между внешней стенкой гнездовой заглушки и внутренней стенкой полости стопы, обеспечивая баланс между легкостью зацепления и плотностью позиционного замка.
- Сопротивление боковому смещению: Определите минимальную боковую силу, которой должен противостоять составной штабель без смещения, исходя из динамических сил, испытываемых во время транспортировки на транспортном средстве предполагаемого типа.
- Материал и обработка поверхности: Выбирайте материал опоры и затвора с учетом требований к нагрузке, температурного диапазона, подверженности коррозии и количества циклов, в течение которых компоненты должны сохранять свои размерные характеристики.
- Конфигурация и количество: Определите количество и схему размещения ножек, исходя из требований к грузоподъемности поддона и целевого приращения вложенности, используя данные сравнения конфигураций в качестве отправной точки.
В Нинбо Дашэн Металлические Изделия Лтд. Наша опытная команда инженеров работает с клиентами от этапа спецификации до производства и поставки, гарантируя, что каждый параметр, определяющий характеристики штабелируемости, правильно определен и надежно достигнут. От выбора оптимального материала и проектирования оснастки до производства готовых компонентов и проверки их соответствия размеров — мы обеспечиваем техническую экспертизу и точность изготовления, необходимые для качественных ножек поддонов и гнездовых заглушек.
Как выбрать качественные детали глубокой вытяжки?
Почему стоит выбрать ножки для поддонов и заглушки?
сопутствующие товары
Отправить запрос
Не стесняйтесь обращаться к нам, когда вам понадобится!
Если вы хотите стать нашим партнером или нуждаетесь в нашем профессиональном руководстве или поддержке в выборе продукции и решении проблем, наши специалисты всегда готовы помочь в течение 12 часов по всему миру.
связаться с намиPhone:+86 139-5824-9488
FAX :+86 574-86150176
E-mail: [email protected] [email protected]
Address: Блок 2, корпус 19, парк Чжичуанчжизао, промышленная зона Чэндун, Сяншань, Нинбо, 315705, Чжэцзян, Китай
Metal Stamping Parts improve production efficiency through four interconnected mechanisms: they co...
Metal Stamping Parts play a foundational role in modern manufacturing by converting flat metal she...
Категория продукта
Мобильный
